ضرورت تلرانس ابعادی
حفظ میزان دقت در یک طرح تقریبا غیر ممکن است و برای حفظ اندازه ها معمولا از +/- میزان خطا که همان تلرانس است، استفاده می کنند. این عدد هنگامی که قطعات باید در هم جفت شوند، اهمیت بیشتری پیدا می کند. به عنوان مثال شافتی که در حداکثر میزان تلرانس خود تراش خورده است ممکن است با مرکز دنده ای که با حداقل تلرانس خود تراش داده شده است، متناسب نباشد. تلرانس ابعادی معمولا در مرحله ی طراحی تصمیم گیری می شود و باید مراقب بود که بعد از عملیات ماشین کاری تلرانس ایجاد شده بیشتر یا کمتر نباشد.
مقادیر تلرانس های اصلی با مقادیر اندازه های اسمی و درجه تلرانسهای اصلی ارتباط مستقیم دارد. هر چه اندازه اسمی و عدد درجه تلرانس در نقشه قطعه کار بیشتر باشد، مقدار تلرانس بیشتر و دقت ساخت و هزینه تولید آن نیز کمتر می شود.
تلرانس اندازه در یک شیاف و یک سوراخ
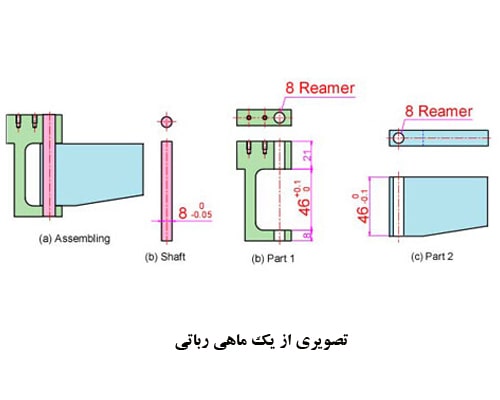
تصویر زیر یک ماهی ربات را نشان می دهد. در این نقشه شافتی در سوراخ های قطعات 1 و 2 قرار داده شده است. قطر سوراخ ها برای حد مثبت تلرانسی اندازه ها و قطر شافت برای حد منفی تلورانسی اندازه ها نیاز است. در قسمت 2 یک شکاف از قسمت 1 وارد شده است. شکاف قسمت 1 باید حد مثبت ابعادی و قسمت 2 باید حد منفی ابعادی داشته باشد.
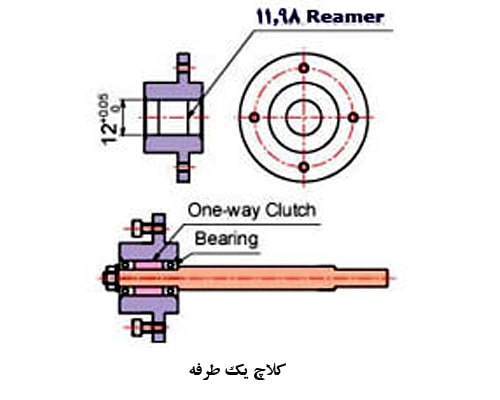
در صورت نیاز به ایجاد یک سوراخ دقیق، از ابزار دستی که reamer نامیده می شود، استفاده می کنیم. قطر Reamer دارای حد مثبت ابعادی است. وقتی یک سوراخ توسط سیم پیچی ایجاد می شود دارای قطر اسمی 12 میلی متر است، حد مثبت ابعادی سوراخ 12 میلی متر است.
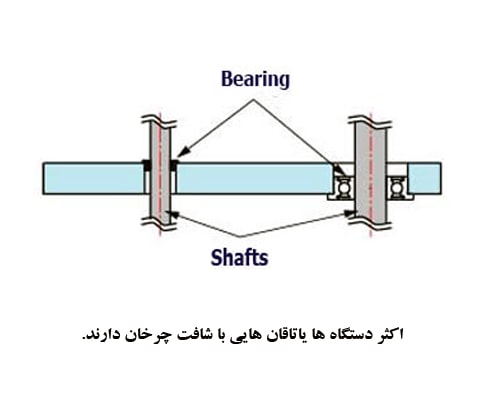
نصب یاتاقان
اغلب دستگاه ها یاتاقان هایی دارند که یک شافت چرخان دارند. در بازار یاتاقان های استاندارد مختلفی وجود دارد. قطر بیرونی یاتاقان ها دارای انحراف ابعادی منفی است و سوراخ یاتاقان باید با انحراف ابعادی مثبت به پایان برسد. از طرف دیگر، قطر داخلی بلبرینگ دارای انحراف ابعادی مثبت است، و شافت قرار داده شده درون بلبرینگ باید به سمت منفی به پایان رسد.
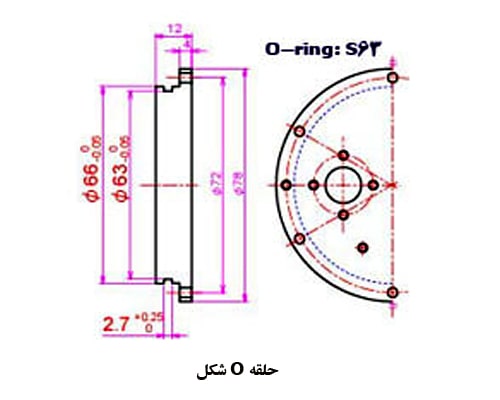
یک شکاف برای حلقه O شکل
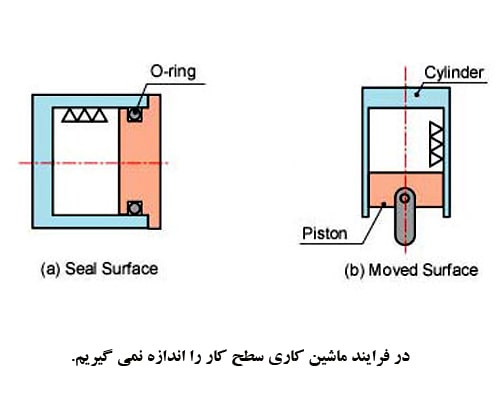
حلقه O شکل جزء مکانیکی است که به عنوان دستگاه مهر و موم مایعات مختلف استفاده می شود. برای اینکه درست کار کند، باید شکافی از حلقه O شکل برای تلرانس ابعادی ایجاد شود. مقادیر مورد نیاز برای تلرانس ابعادی در کاتالوگ های حلقه Oشکل مشخص شده است.
نصب کلاچ یک طرفه
در برخی موارد خاص حد منفی ابعاد لازم است. تصویر زیر کلاچ یک طرفه ای را نشان می دهد که یاتاقان و شافت دارد. برای عملکرد درست، باید حلقه بیرونی کلاچ یک طرفه باید به طور دقیق با سوراخ جفت شود و برای این کار سوراخ باید به طرف حد منفی به پایان برسد.
سطح پایانی
در فرآیند ماشین کاری، سطح کار را اندازه نمی گیریم، اما باید از سطح اطلاعات کافی داشته باشیم. به عنوان مثال، همانطور که در قسمت a در تصویر زیر نشان داده شده است، سطح مهر و موم برای یک حلقه O شکل باید دارای دقت بالایی باشد و اگر ناصافی داشته باشد، در مرحله مونتاژ ممکن است به حلقه آسیب برساند و همانطور که در قسمت b نیز نشان داده شده است سطح کشویی نیز باید دارای دقت بالا باشد. برای به دست آوردن دقت در سطح با دستگاه تراش، نیازمند حرکت آهسته ابزار و سرعت بالای تیغه هستیم.
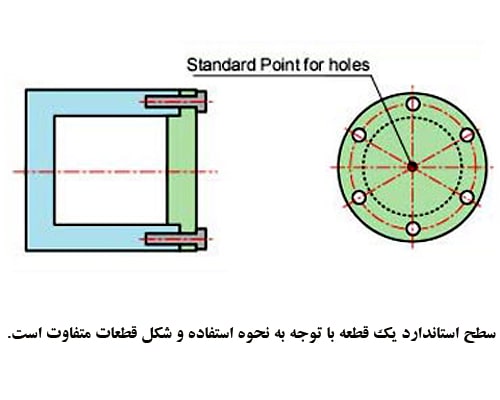
سطح استاندارد
همانطوری که در بالا توضیح داده شد، در طرح نهایی، همیشه نمی توان اندازه های واقعی را به همان اندازه ذکر شده، به پایان برسانیم. برای دستیابی به درجه دقت کافی، باید یک نقطه مرجع استاندارد تعیین کرد و اندازه ها را از روی این نقطه برای جفت سازی قطعات برنامه ریزی کنیم. باید به این نکته دقت کرد که در انتخاب نقطه مرجع باید دقت کرد زیرا در صورت اشکال باعث پیچیدگی قطعات و به هم ریختگی آنها می شود.
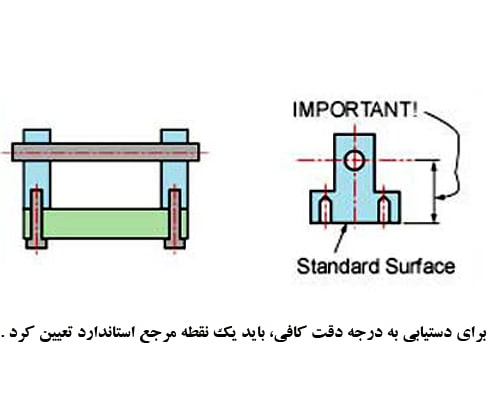
تصمیم گیری در مورد سطح استاندارد یک قطعه با توجه به نحوه استفاده و شکل قطعات متفاوت است. مثلا وقتی سوراخی ایجاد می کنیم، اغلب مرکز دایره به عنوان نقطه استاندارد تعیین می شود.